首页
关于我们
公司简介
资质证书
新闻中心
公司新闻
行业快讯
技术视角
产品中心
核心技术
核心业务
污水应急处理
自来水废水回收
公司业绩
加入多赢
联系我们
人才招聘
公司新闻
首页
新闻中心
公司新闻
我司成功研发工业废水近零排放新技术
编辑:admin
时间:2019.05.08
阅读:
-----利用循环冷却水系统实现废水零排放及资源化利用方法
● 革命性的原创技术——国内独有
● 低投资低运行费用——国内领先
● 低成本废水零排放技术——国内首创
●
处理废水可以实现经济收益——国内独有
技术背景
企业生产过程中产生各种废水如:脱硫废水、反渗透浓盐水、混床再生水、锅炉排污水、循环水系统排污水、生活污水和其他工艺废水如:焦化废水、生物制药废水等。现有环保政策要求是所有企业的废水必须处理后达标排放,如何处理上述废水成为各企业必须解决的问题;国内现有的废水处理技术路线大多是采取对废水进行处理后达标排放,有及少数企业也曾尝试对废水进行零排放处理,而现有零排放技术都存在“投资高、运行费用高、能耗高”问题,让企业无法承受。因此废水零排放在我国一直得不到广泛实施和推广。北京多赢科技有限公司集多家之长,另辟溪径,创造性的将循环冷却水系统与工业废水处理两个领域进行了有机的结合,提出了“利用循环冷却水系统处理废水实现废水零排放”的新概念、新思路,并成功开发出了工业废水近零排放技术。该技术将各种工业废水作为循环冷却水系统补充水使用,采取各种方措施防范、控制废水中的有害物质及危害因素对循环水系统的影响,保证循环水系统长期、稳定、不排污运行。经过多个用户多年的实际运行,循环水系统阻垢率 ≥99% 缓蚀率 ≥99%,到目前为止,已经完全实现了焦化厂脱硫液、蒸氨废水的零排放、生物及合成制药厂废水的零排放、热电厂反渗透浓水及酸碱离子废水、脱硫废水的零排放、石油炼化废水的零排放、冶金废水和城市中水的零排放。
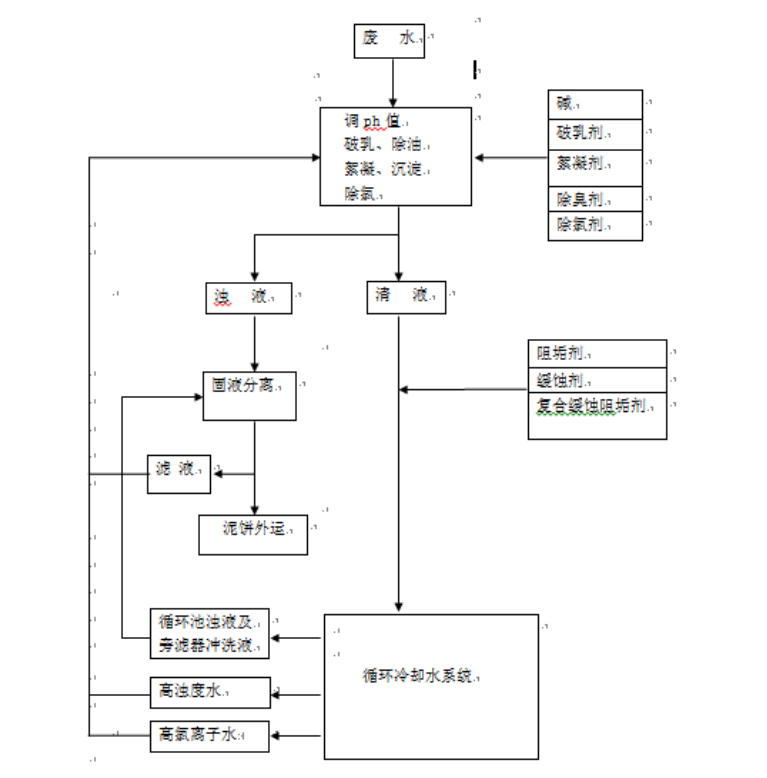
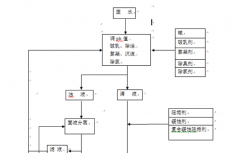
技术路线
工艺流程如图所示:废水在沉淀池或一体化净水器内经过调PH值、加除臭剂、破乳剂等预处理后,进行絮凝沉淀处理;处理产生的清液与缓蚀剂、阻垢剂或复合缓蚀阻垢剂混合后输入到循环冷却水系统;处理产生的浊液进入固液分离装置,分离产生的泥饼外运,分离后的液体返回到预处理环节。循环冷却水系统运行一段时间后,循环水的浊度增加到一定数值,影响循环水系统换热器的换热效率时,需要对循环水进行降浊度处理;当循环水中氯离子含量增加到一定值,接近缓蚀剂的控制极限值时,需要进行降低氯离子处理;降浊度及降低氯离子处理过程产生的浊液进入液固分离装置,分离产生的泥饼外运,分离后的液体返回到预处理环节。如此可以实现循环冷却水系统使用废水做补充水时,冷却水系统设备长期不结垢、不腐蚀、不排污,实现废水的零排放及资源化利用。
技术目标
循环水系统采用废水做补充水时必须达到的指标及要求:
1)设备传热面水侧污垢热阻值应小于 3.44×10-4 m2.K/W;
2)设备传热面水侧粘附速率不应大于 15 mg/cm2•月;
炼油行业不应大于20 mg/cm2•月;
3)碳钢设备传热面水侧腐蚀速率应小于 0.075 mm/a,
4)铜合金和不锈钢设备传热面水侧腐蚀速率应小于 0.005 mm/a。
5)循环水系统只有污泥或水渣的排出,没有任何水的排放。
关键技术
①
循环水系统零排放系列药剂
②
絮凝沉淀过滤一体化快速净水器
循环水系统零排放系列药剂
工业废水近零排放技术是一门综合技术,涵盖化学分析、水质检测、试验方法、工艺设计、水处理药剂比对与筛选及配置与定型、设备选型、现场调试、监测与管理等方面。其中最为关键的是水处理药剂的配置与定型;由于地域的不同,没有任何一种废水水质会与其他废水水质相同,这就决定了废水处理药剂具有唯一性,是按照废水特点特殊配制的。多赢公司经过长时间的研究和试验,摸索出了一套方法,可以很好的根据废水水质及循环水系统状况筛选水处理药剂,并完成水处理药剂的配置与定型。
絮凝沉淀过滤一体化快速净水器
工业废水近零排放技术其工作特征是循环水系统只有补充水加入而没有任何水的排出,由于冷却塔的蒸发,循环水系统中的水被无限浓缩,由于废水中含有各种杂质如:油、乳化剂、cod、有机物、盐等,水的浊度会越来越高,如果不加处理,将会影响循环水系统的正常使用,严重的会导致循环水系统崩溃。因此循环水系统在使用过程中,必须对循环水的浊度进行控制和处理;现有循环水系统控制浊度的方法一般都是采用旁滤器和定期排污手段,旁滤器多为石英砂、纤维、丝网过滤器,由于废水中含有油、乳化剂、cod、有机物,这些杂质会堵塞过滤孔并形成板结,导致过滤器失效;因此采用旁滤器进行降浊处理是不可行的。另一种方法采用定期排污进行沉淀处理,对于循环水系统附近有大的沉淀池,采用这种方法是可以的;但是多数的循环水系统附近是没有沉淀池,也没有场地新建沉淀池。针对上述问题,多赢公司开发了一种“絮凝沉淀过滤一体化快速净水器”(申请号:201510906956.2),这种设备集絮凝、沉淀、过滤于一体,占地小,全封闭运行;只要将设备运到现场,接上进出管道,通入电力,即可工作。工作时高浊度水由进水管输入,净化后的水从出水口流出,回到循环水系统;污泥从排泥口排出,排入到编织袋沉淀一段时间后定期清理。净水器可以控制循环水系统的浊度,保证循环水系统长期正常运行。
技术特点及优势
1该技术处理废水适应面广通用性强
目前85%以上工业废水都可以采用该技术进行处理,完全实现废水零排放。
2该技术废水处理彻底,废水全部回用没有外排
废水进入循环水系统后,水分通过冷却塔蒸发,水中的盐、悬浮物、难降解有机物通过絮凝沉淀过滤处理成为污泥或水渣,经固液分离后,水又回到循环水系统继续使用,泥饼外运。如此没有一滴废水外排。
3该技术设备投资低、运行费用低
与其他废水处理技术比较,该技术的设备投资是最低的,除了增加一台一体化净水器外,循环水系统的所有设备不需要改动都可以正常使用。将循环水系统原有药剂换成废水零排放专用药剂就行了,因此运行费用低。
4该技术综合效益高
采用该技术处理废水,不仅不会增加用户的费用负担,还会为用户节约开支。采用该技术将会得到如下的收益:
a循环水系统不排污,不再产生废水,因此即节约了这部分废水设备投资及废水处理费用开支,又节约了水资源的消耗,节约了水资源费用。
b循环水系统采用废水做补充水,如此即节约了废水设备投资及废水处理费用,又实现了废水的水资源回用,从而降低了循环水系统新鲜水的使用量,节约了水资源费用。
c原来循环冷却水系统需要采用水处理剂、酸等材料,采用该技术后,这些药剂全部不需要使用,这些药剂费用得到节省。
d采用该技术不需要大的设备投资,将减少投资负担及资金占用。
e完全消除用户超标排放环境风险。
5采用该技术将会节约大量水资源,提高用户的水资源利用率,降低水的消耗。
6采用该技术可以大大的降低工业废水对环境的污染和破坏。
7循环水系统的阻垢及腐蚀速率符合国家《工业循环冷却水处理设计规范GB50050-2007》规定。
适用范围:
从我们已经取得的工业废水,通过实验室化验和模拟试验结果确定,该技术适合于我国85%以上的工业废水处理,只有及少数废水不能使用。到目前为止下列行业的废水都可以采用并且有实际运行案例。
1 焦化厂焦化废水处理:脱硫液、蒸氨废水、生化后的废水处理
2 制药厂废水处理:生物制药废水、合成制药废水处理
3 石油炼化行业处理:汽提废水、高盐废水处理
4 发电厂废水处理:脱硫液、反渗透浓水处理
5 冶金行业:有色冶金废水、钢铁企业废水处理
6 印染行业:印染废水处理
7 中水:城市中水、生活污水处理
8 高盐废水处理、酸碱废水处理
典型使用用户:
宁夏启元药业、宁夏泰瑞制药、宁夏瀛海水泥有限公司
山西潞宝焦化一期、山西潞宝焦化二期、山西麟源焦化、山西亚鑫焦化
河南豫龙焦化、河南天瑞焦化、河南宝舜化工、
邯郸金华焦化、唐山达丰焦化, 邯郸钢铁新区焦化厂,
山东京博石化、山东新华制药、山东金城石化、山东永鑫能源、
吉林建龙钢铁焦化厂、内蒙庆华焦化
典型应用案例
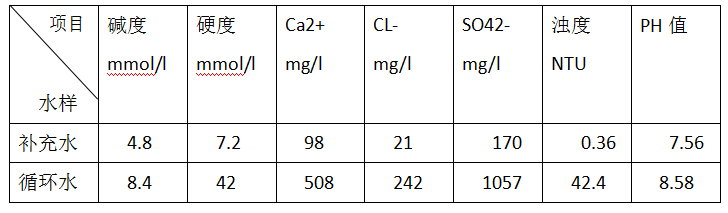
① 河南宝舜化工科技有限公司2011年10月2日,在循环水系统增加了旁滤器,实行了循环水系统补充井水,旁滤器截留水渣。近三年的时间里,实现了循环水系统零排放。
2014年3月9日水质如下:
② 邯钢邯宝焦化用冶金废水作循环水补充水,倍率在1.7倍时,系统结垢腐蚀相当严重,垢厚达20mm。但当采用奥博公司药剂后,倍率升至4-5倍后,3个月时间,系统的老垢基本去除,5个月去除干净。
2013年8月30日水质如下:
图为采用奥博药剂前的螺旋板换热器
图为用药三个月后螺旋板换热器情况
③宁夏启元药业的拖动循环水系统和4X15MW发电机组的循环水系统都曾经进行了生物制药废水、反渗透浓水补进循环水系统的试验,均获得了成功。
2014年3月20日的水质如下:
下图为采用多赢药剂前凝汽器腐蚀情况:
下图为采用多赢药剂前凝汽器腐蚀情况:
下图为采用多赢药剂三个月后凝汽器的情况:
下图为采用多赢药剂三个月后凝汽器的情况:
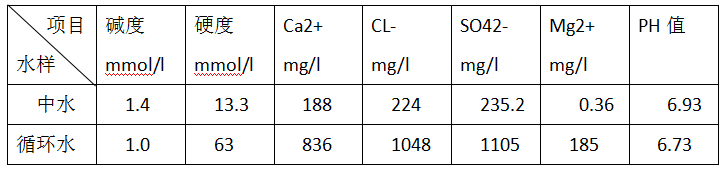
④ 宁夏泰瑞制药的发酵循环冷却水系统原来使用地下水时,倍率低、既结垢又腐蚀。采用多赢公司的药剂后,利用生物制药废水作循环水补充水,三个月没有排污,且系统的老垢基本去除干净,设备不腐蚀,而且还预了膜。
下图为使用多赢药剂前空压机换热器的腐蚀状况:
下图为使用多赢药剂三个月后的空压机换热器腐蚀状况:
2014年5月30日的水质为:
⑤ 邯郸明顺钢铁厂将循环水的排污水、反渗透浓水、脱硫水汇集到一起静止沉淀后,作为余热电厂的补充水,水质为:碱度8.5mmol/l、硬度20mmol/l、CL-200mg/l、浊度60NTU。废水补入循环水系统后节约了新水用量,达到了企业废水零排放。
⑥邯郸裕华钢铁余热电厂将反渗透浓水和混床再生的酸碱废水一起排进电厂的循环水系统,实现了电厂废水零排放。
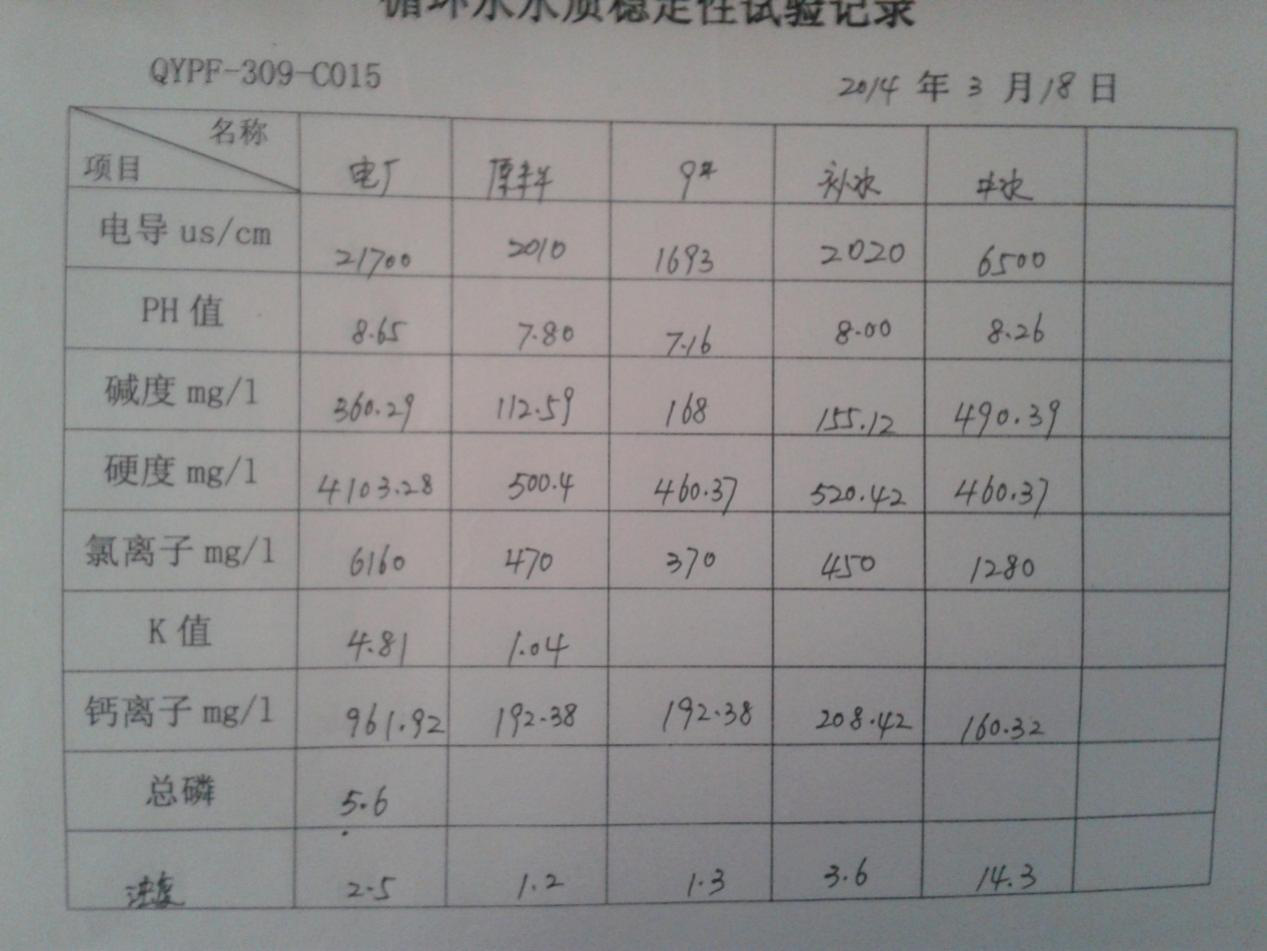
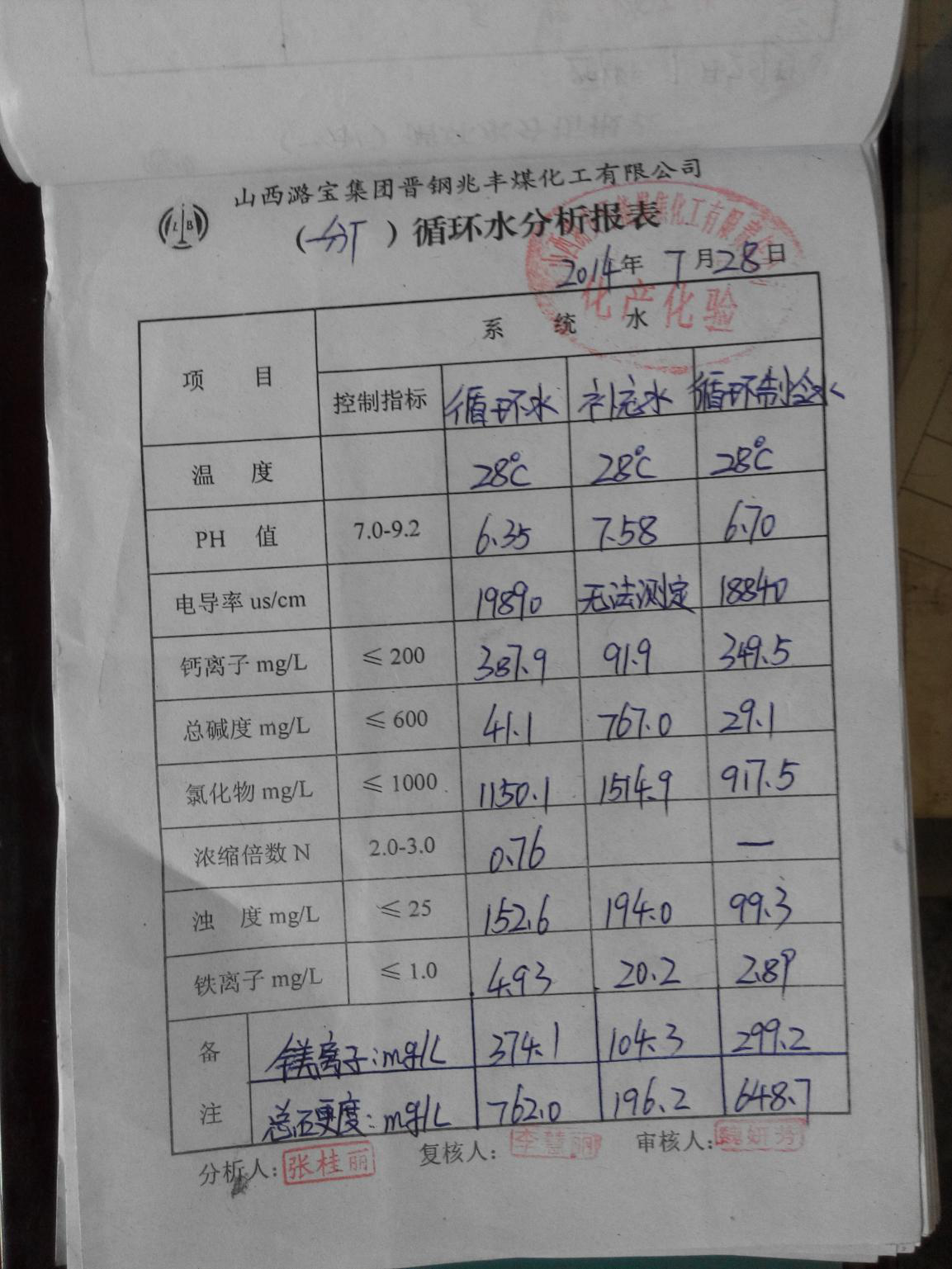
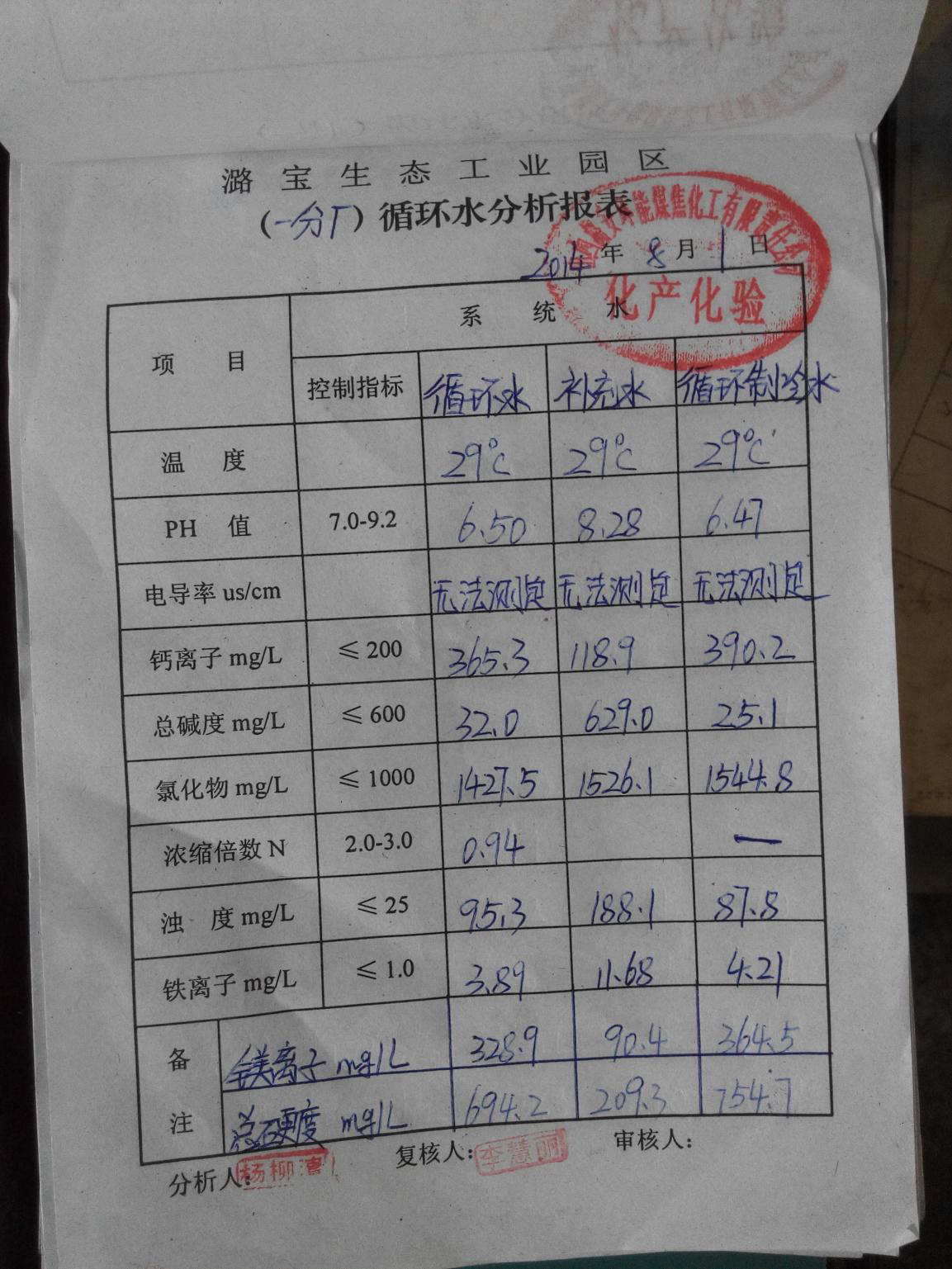
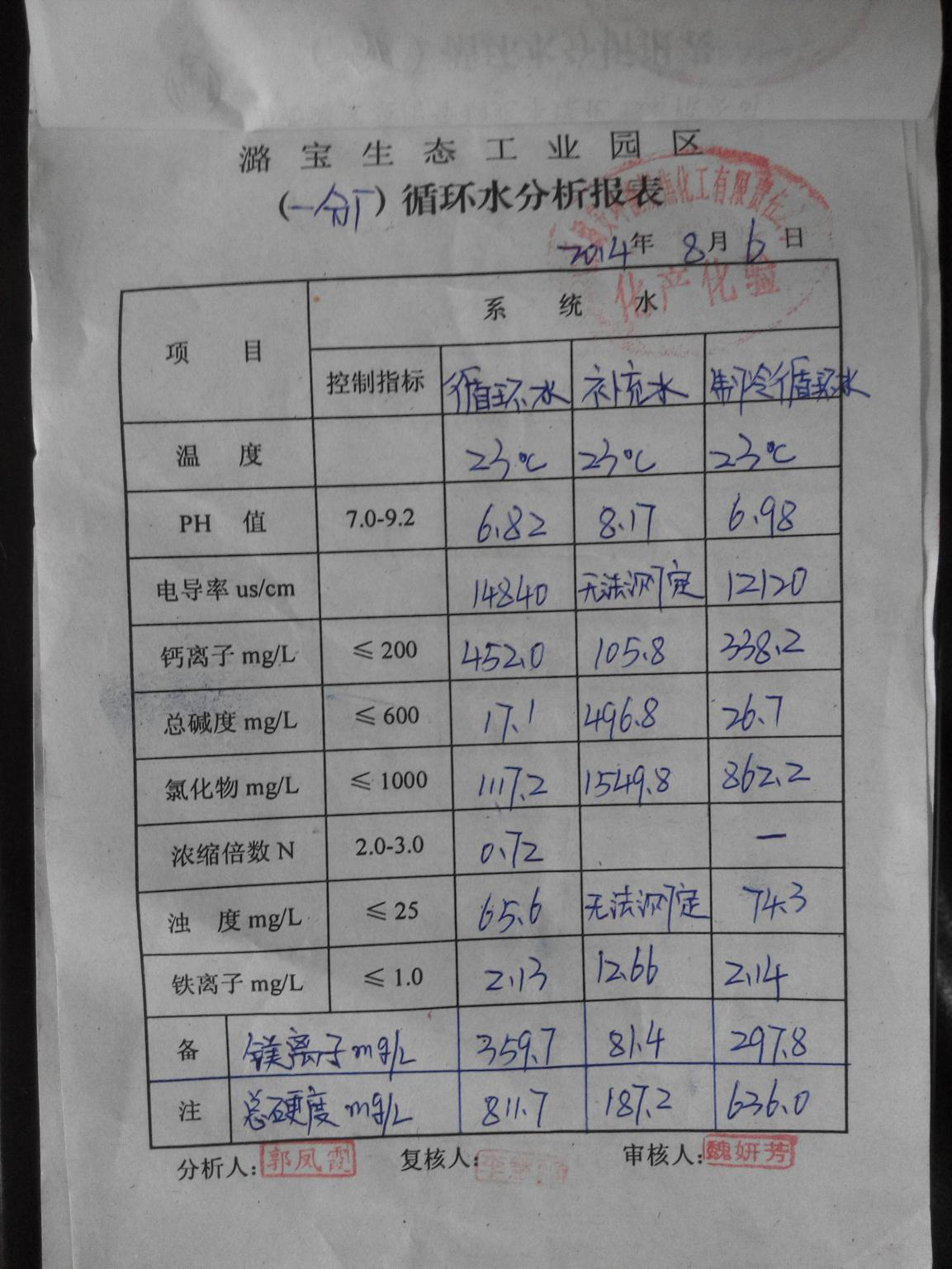
⑦山西潞宝焦化项目
潞宝一期焦化循环水系统和制冷水系统而言,过去的处理方法是补充河水、既加药又用酸,按“标准”控制循环水水质,倍率2.0-2.5,系统结垢腐蚀比较严重。
下图为冷却塔填料结垢状况:
下图是螺旋板换热器的出口结垢和腐蚀状况:
下图是螺旋板换热器的粘油附着状况:
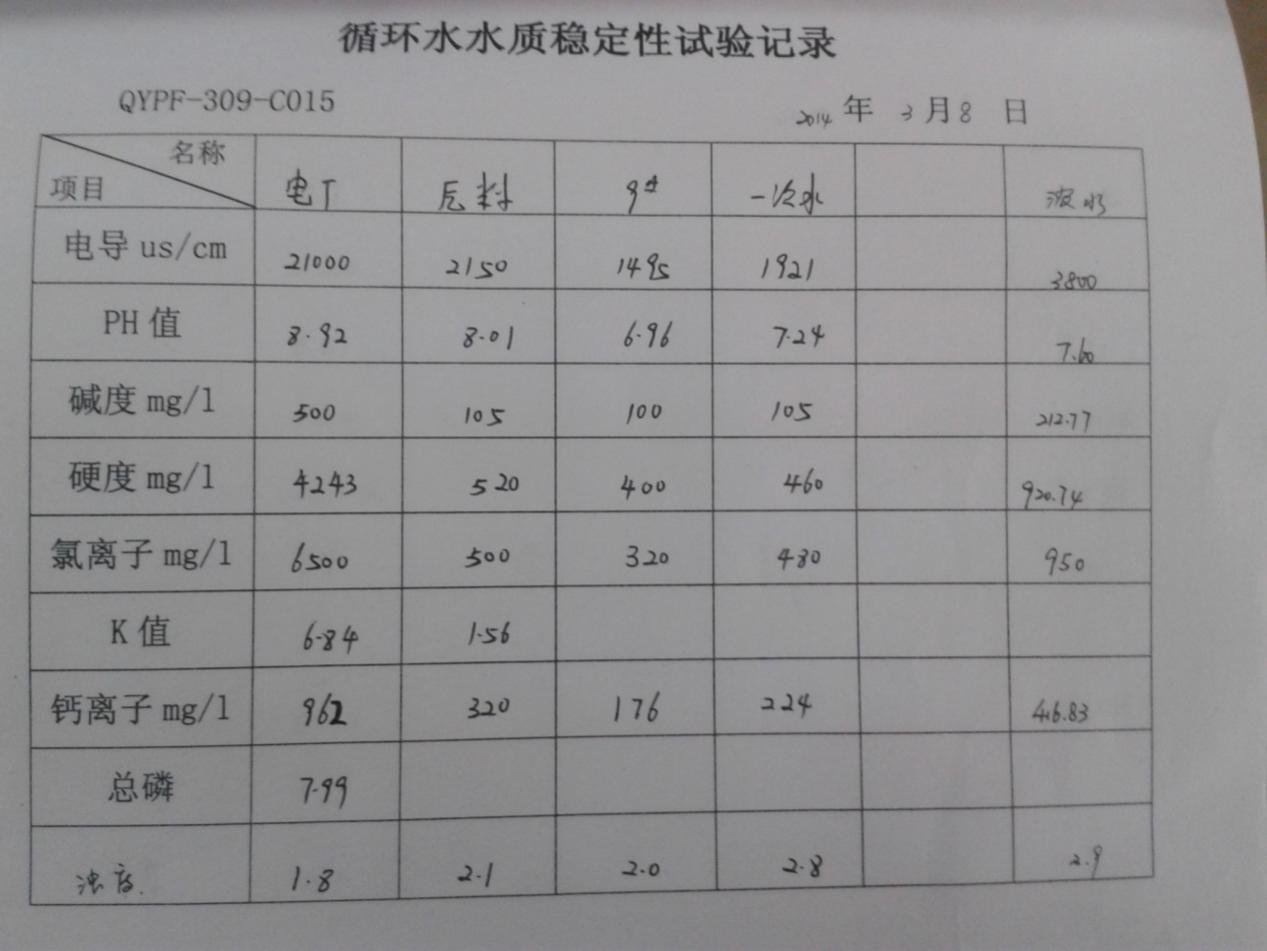
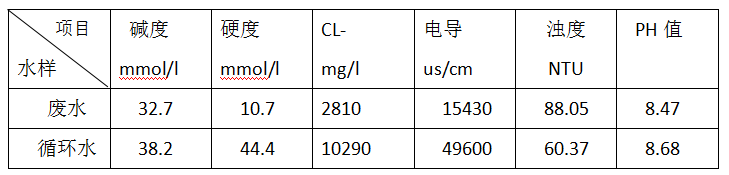
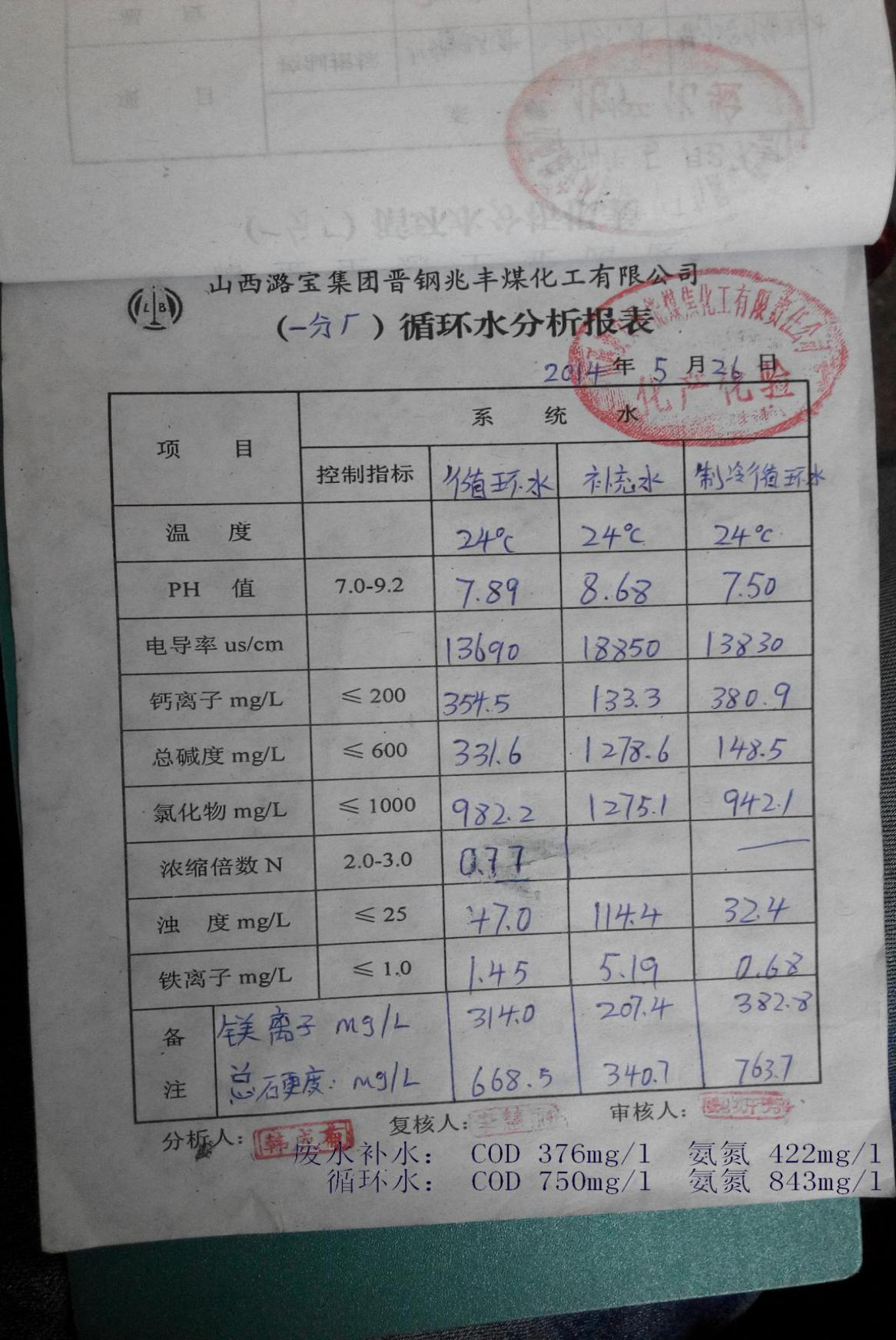
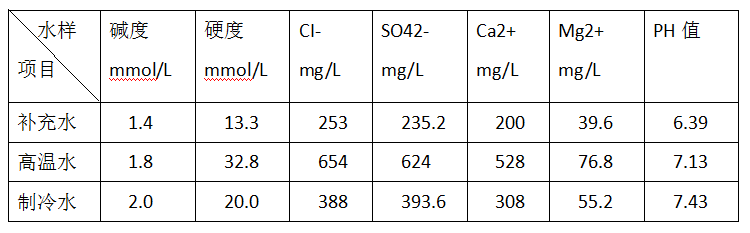
试用三个月来,废水水质以及循环水、制冷水水质比较恶劣,变化比较大。列举其中4天的实验报告如下:
从上述化验记录的图片中,我们可以发现:①补充水的CL-、PH值、碱度、电导、浊度、Fe2+的含量相当高,这些数据大大地超过了国家规定的废水回用标准和循环水水质控制标准。②循环水的CL-、PH值、碱度、电导、浊度、Fe2+含量又大都低于补充水的数值,而唯有硬度、当然也包括Ca2+、Mg2+含量是补充水的4-5倍。这一奇特现象说明了两个道理:一是很差的水质也可当作循环水补充水,这是毋庸置疑的;二是超饱和的结垢物质析出后已经沉淀在冷却水池底部,这也是毋庸置疑的。
三个月试运行结束了,设备是否存有结垢或腐蚀问题呢?通过打开部分换热器检查,不仅没有结垢而且还除掉了大部分老垢。不仅没有腐蚀,而且还进行了预膜。预计再有2-3个月时间老垢可去除干净预膜的效果会更明显。
下图是冷却塔填料大部分垢已去除:
下图冷却塔立柱上的垢已去除露出本色:
下图是螺旋板换热器出口垢和油已基本除掉,丝毫没有腐蚀:
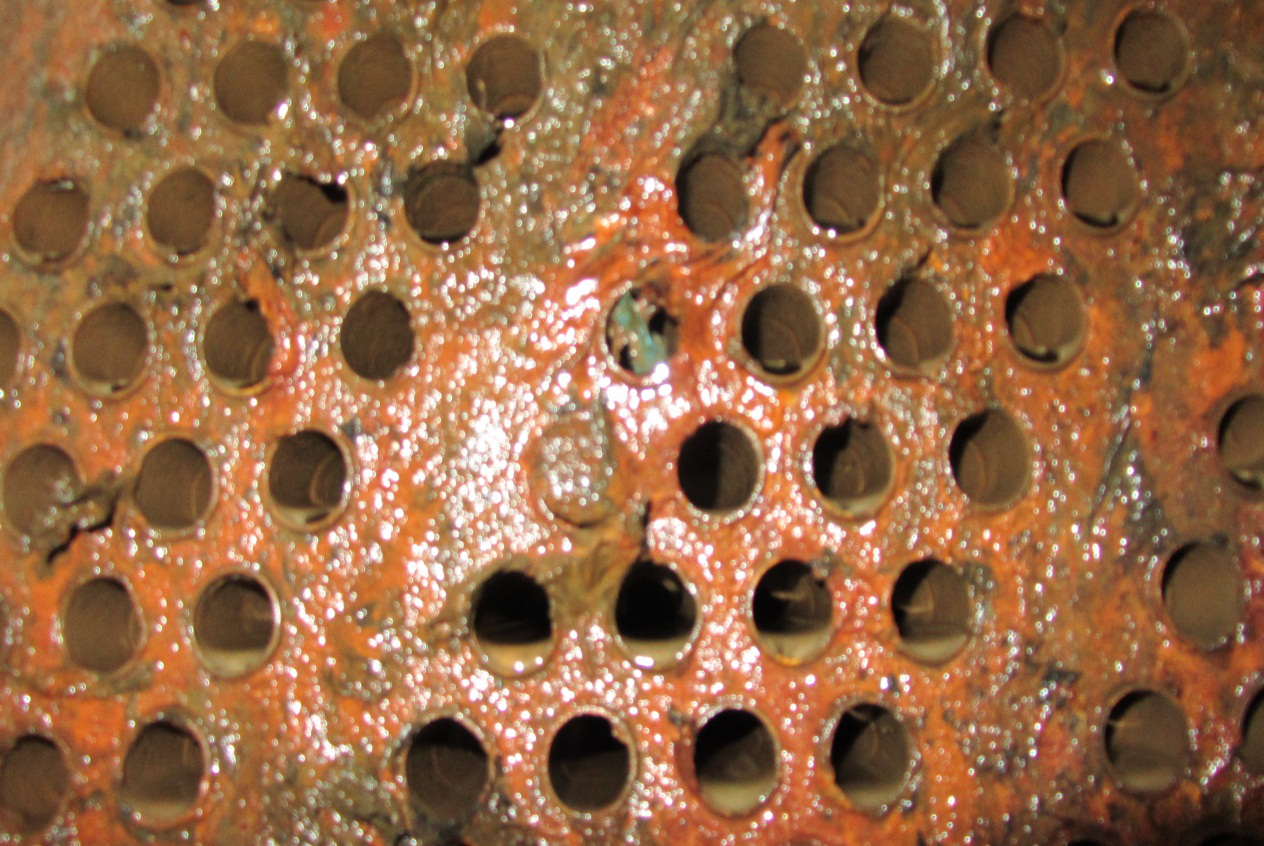
下图为初冷器监视孔不结垢不腐蚀的状况:
⑧唐山达丰焦化有限公司项目
废水水质:(二期生化出水)
碱度:8.0mmol/L 硬度:7.0 mmol/L 氯离子:1240mg/L COD: 150 mg/L
钙离子:120 mg/L 硫酸根:844 mg/L 浊度(NTU):15.2 PH: 7.62
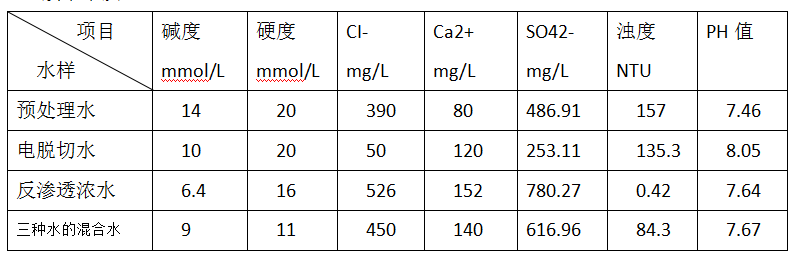
⑨山东京博石化
废水水质:
⑩邯郸钢铁新区焦化厂
采集水样检测,结果为:
项目现场数据采集内容及方法
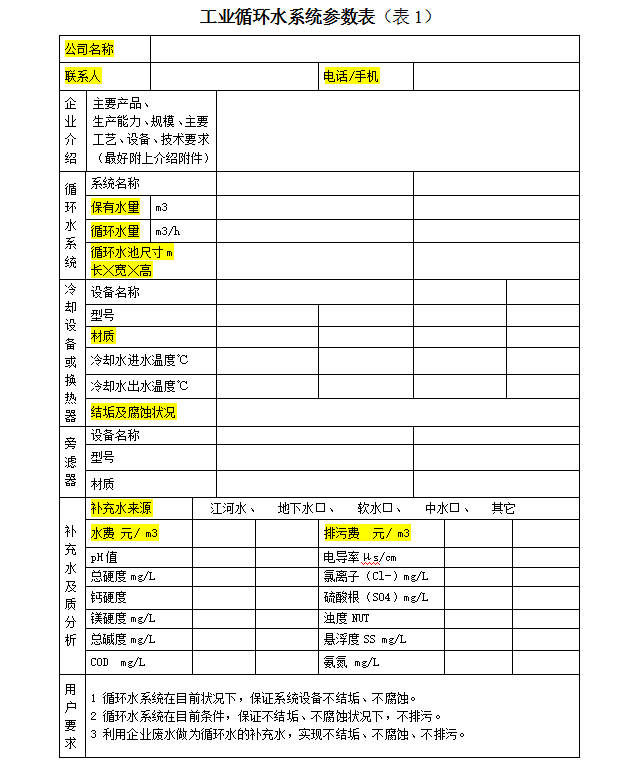
工业循环水系统参数表
(表1)
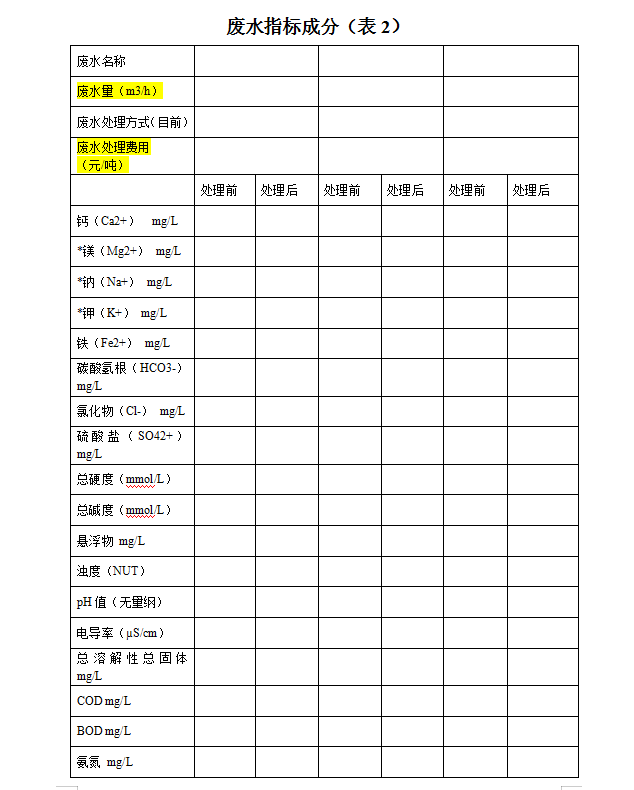
废水指标成分(表
2)
水样采集方法
为了保证废水实现零排放,保证循环水系统长期不结垢、不腐蚀。我们需要对废水作为补充水进行模拟试验,试验的目的是在保证实现废水再利用的前提下,完成废水与原补充水的混合比例数据,特制药剂的成分及添加量,为实施方案提供依据和保证。因此需要现场用户提供补充水样、循环水水样、废水水样,要求如下:
1 补充水水样,是指原循环水系统经常需要补充的水,水样需要量25L。
2 废水水样,用户有可能有多种废水,如反渗透浓水、脱硫废水等其他废水:
A如果每天废水的水量非常稳定,且废水水量(不含循环水的排污水)小于循环水系统的补水水量,废水水样取所有废水混合后的水样,需要量为25L。
B如果工厂产生废水水量大于循环水系统的补充水量,取水时,优先选择现有污水厂处理难度及费用高的废水,每种废水水量为25升。
上一篇
我司成功研发全自动硝化细菌培养系统
上一篇
多赢科技中标敦化市污水处理建设项目
公司新闻
行业快讯
技术视角
最新消息
多赢科技中标敦化市污水处理建设项目
2019年01月21日
我司成功研发全自动硝化细菌培养系统
2019年05月08日
我司成功研发工业废水近零排放新技术
2019年05月08日
首页
关于我们
公司简介
资质证书
新闻中心
公司新闻
行业快讯
技术视角
产品中心
核心技术
核心业务
污水应急处理
自来水废水回收
公司业绩
加入多赢
联系我们
人才招聘
免费拨打























 地址:
地址: 电话:
电话: 邮箱:
邮箱: